首页
计算机
电子信息
机械机电
土木工程
理工学
管理学
经济学
农学
文学
教育学
法学
外文翻译
搜索
本站栏目导航:
计算机
ASP
VB
ASP.NET
VB.NET
JSP
JAVA
C++
Delphi
PHP
VFP
PB
Linux
网络
多媒体
SAP
其他
电子信息
电子
单片机
通信
嵌入式
信息工程
机械机电
机械
模具
数控
机电一体
工艺夹具
PLC
电气
汽车
土木工程
建筑结构
桥梁水利
给排暖通
公路隧道
交通线路
造价工管
理工学
生物科学
生物工程
食品科学
化学工程
材料科学
环境工程
管理学
工商管理
市场营销
人力资源
会计审计
公共管理
行政管理
工程管理
土地资源
工业工程
电子商务
物业管理
经济学
经济
国际贸易
金融财政
农学
园林
园艺
动物医学
动植物检疫
文学
英语
日语
艺术
新闻学
教育学
教育学
体育学
法学
外文翻译
计算机翻译
机械翻译
电子翻译
土木翻译
石油翻译
其他翻译
论文材料
任务书
开题报告
文献综述
实习报告
最新资料:
基于.NET的在线考试系统的设计与实现
基于.NET的在线考试系统的设计与实现(包含任务书,开题报告,毕业论文19000字,程序代码,数据库) 摘 要 随着互联网的发展,人们已经进入了信息时代。在这种环境下,学生希望得到个性化的满足,这使一种新型的考试流行起来,这就是在线考试系统。在线考试化突破
基于ASP.NET的毕业设计(论文)管理系统的设计(VS2005,SQL2005)
基于ASP.NET的毕业设计(论文)管理系统的设计(VS2005,SQL2005)(包含任务书,开题报告,进度检查表,毕业论文14000字,程序代码,数据库) 摘 要 基于Web的毕业设计管理系统是在网络环境的支持下,开展学生选题和信息查询的一种先进模式,发挥学生选择课题的自主性,
软件工程学习网站设计与实现(ASP,Dreamweaver,SQL)(附答辩记录)
软件工程学习网站设计与实现(ASP,Dreamweaver,SQL)(附答辩记录)(包含选题审批表,任务书,开题报告,中期报告,毕业论文10000字,程序代码,数据库) 摘 要:目前国内外的网上教学支撑平台有一个共同的缺点,就是教材的制作不方便,需要教师较多地掌握网上教材制作
网上协同学习系统的设计与实现(附答辩记录)(Dreamweaver,Access)
网上协同学习系统的设计与实现(附答辩记录)(Dreamweaver,Access)(包含选题审批表,任务书,开题报告,中期报告,毕业论文10000字,答辩ppt,程序代码,数据库) 摘 要:基于Web的协同学习系统是由计算机支持的协同工作与合作学习理论结合而成的 一种新的学习方法;是
学生宿舍管理系统的设计(VB,Access)
学生宿舍管理系统的设计(VB,Access)(毕业论文12700字,答辩ppt,程序代码,数据库) 摘 要 当今时代是飞速 发展的信息时代,各行各业都离不开信息处理,然而,现今有许多高校仍然用手工对宿舍进行管理。而随着办学规模的不断扩大,学生人数越来越多,数据信息处
基于.NET的在线考试系统的设计与实现
基于.NET的在线考试系统的设计与实现(包含任务书,开题报告,毕业论文19000字,程序代码,数据库) 摘 要 随着互联网的发展,人们已经进入了信息时代。在这种环境下,学生希望得到个性化的满足,这使一种新型的考试流行起来,这就是在线考试系统。在线考试化突破
基于ASP.NET的毕业设计(论文)管理系统的设计(VS2005,SQL2005)
基于ASP.NET的毕业设计(论文)管理系统的设计(VS2005,SQL2005)(包含任务书,开题报告,进度检查表,毕业论文14000字,程序代码,数据库) 摘 要 基于Web的毕业设计管理系统是在网络环境的支持下,开展学生选题和信息查询的一种先进模式,发挥学生选择课题的自主性,
基于STM32和μC/GUI的图形用户界面设计(附答辩记录)
基于STM32和C/GUI的图形用户界面设计(附答辩记录)(包含选题审批表,任务书,开题报告,中期检查报告,毕业论文10000字,程序代码) 摘 要:C/GUI是Micrium公司出品的一款针对嵌入式系统的开放源代码的优秀图形软件,STM32系列基于专为要求高性能、低成本、低功耗的
基于VC的五子棋游戏的设计与实现(附答辩记录)
基于VC的五子棋游戏的设计与实现(附答辩记录)(包含选题审批表,任务书,开题报告,中期检查报告,毕业论文12300字,程序) 摘 要:以计算机技术和网络技术为核心的现代网络技术已在现实生活和生产中得以广泛的使用,休闲类网络游戏集趣味性,娱乐性,互动性和益智
高校学生宿舍信息管理系统的设计(PB+SQL2000)(精品)☆
摘 要:高校学生宿舍管理系统是典型的信息管理系统(MIS),其开发主要包括后台数据库的建立和维护以及前端应用程序的开发两个方面。对于后台数据库的建立和维护要求建立起数据一致性和完整性强、数据安全性好的库。而对于前端应用程序的开发则要求应用程序能提
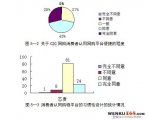
消费类电子商务中初始信任影响因素分析(附调查问卷)
消费类电子商务中初始信任影响因素分析(附调查问卷)(16000字) 摘 要: 本文参照了多名学者的研究成果及有关文献,根据消费类电子商务的特点,参考消费者行为学,市场调查,对研究进行改进,加入了消费者的个人倾向对初始信任形成的影响,设计调查问卷对湖南
C2C电子商务模式分析
C2C电子商务模式分析(12000字) 摘 要:C2C即消费者与消费者之间的电子商务。它的出现给消费者带来了实惠,同时也改变了人们的消费方式和习惯。本文首先说明C2C国内外研究的现状,其次,是C2C发展的现状,再次,C2C在实际发展中存在的诚信、税收、物流和第三
某果冻冰淇淋品牌形象系统设计
摘 要:民以食为天,随着生活水平的提高,饮食不再是温饱层面的问题,逐渐提高到饮食文化的层面。因此,本课题将从品牌形象系统的设计入手,作为市场推广的有效手段,帮助我国的本土餐饮发展和壮大。从企业文化理念深入而下,妙言视觉上的突破点,了解市场行