ГЄЭВзЂЫмГЩаЭЙЄвегыФЃОпЩшМЦ(ИНМгЙЄЙЄађПЈ)(КЌШЮЮёЪщ,ПЊЬтБЈИц,жаЦкМьВщБЈИц,БЯвЕТлЮФЫЕУїЪщ16000зж,cadЭМ6еХ)
еЊ вЊ
БОЩшМЦЕФЬтФПЪЧжЇГаХЬзЂЫмГЩаЭЙЄвегыФЃОпЩшМЦЃЌДгЭМжНЩЯЗжЮіЃЌИУСуМўзмЬхаЮзДЮЊдВХЬаЮЁЃЭтаЮНсЙЙБШНЯМђЕЅЃЌЕЋФкЃЌЫљвдГЩаЭЪеЫѕКѓБиСєгкаЭаОЩЯЁЃЫљвдаЭЧЛгІЩшМЦдкЖЈФЃвЛВрЃЌаЭаОЩшМЦдкЖЏФЃЩЯЃЌгЩгкжЦМўУЛгаВрПзЃЌЫљвдВЛашВрГщаОЃЌВЩгУжБНгГщаОМДПЩЁЃ
ИљОнЫмМўЕФЬиЕуЃЌФЃОпаЭаОдкЖЏФЃВПЗжЁЃПЊФЃКѓЃЌЫмМўгІЪеЫѕАќНєаЭаОЃЌЖј
СєдкЖЏФЃВПЗжЃЌЦфЭЦГіЛњЙЙВЩгУЭЦМўАхгыЖЅЙмСЊКЯЭЦГіЕФЭЦМўЗНЪНЁЃИУжжЭбФЃЗНЪНЪЧдкЗжаЭУцДІДгПЧЬхЫмМўЕФжмБпЭЦГіЁЃЭЦГіСІДѓЧвОљдШЁЃЖдВрБкЭбФЃзшСІНЯДѓЕФБЁБкЯфЬхЛђдВЭВжЦЦЗЃЌЭЦГіКѓЭтЙлЩЯВЛСєКлМЃЁЃ
ЖдКЯЕМЯђЛњЙЙЕФЙІФмШ§БЃжЄЖЏЖЈФЃВПЗжФмЙЛзМШЗЖдКЯЃЌЪЙЗжБ№МгЙЄдкЖЏФЃКЭЖЈФЃЩЯЕФГЩаЭБэУцдкФЃОпБеКЯКѓаЮГЩаЮзДКЭГпДчзМШЗЕФЧЛЬхЃЌДгЖјБЃжЄЫмМўаЮзДЃЌБкКёКЭГпДчЕФзМШЗЃЌИУФЃОпВЩгУЕМжљЖдКЯЕМЯђЛњЙЙЁЃЕМжљКЭаЭаОвЛЦ№АВзАдкЖЏФЃвЛВрЃЌетбљдкКЯФЃЪБПЩЦ№БЃЛЄзїгУЁЃ
ЯраХВЛОУБОФЃОпЭЖШыЪаГЁвЛЖЈФмДјРДКмКУЕФаЇвцЗўЮёДѓжкЃЌЗўЮёЩчЛсЁЃ
ЙиМќДЪЃК ЫмСЯ ФЃОп ЭЙФЃ ЭЦМўАх
Suppers disc shaped crafts and die design molded plastic parts
This design topic is the pressed key components plastic note molds the design, analyzes from the blueprint, this components overall shape is a rectangle. Has 3 rectangular in the length direction the different shape holes, is easy to take shape. Looked from wall thickness that, the wall thickness most main point is the 1.5mm most narrow view is the 1.2mm wall thickness is even, is advantageous to components taking shape.
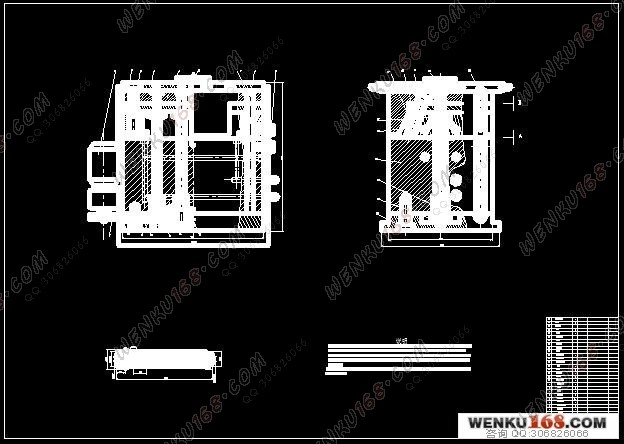
According to models a characteristic, the mold core is moving the mold to be partial. After operates the mold, models to be supposed to contract male ,but
Remains moves the mold to be partial, it promotes the organization to use pushes a board to promote pushes a way. This drawing of patterns way is peripheral models in a minute profile place from the shell to promote. Promotes the strength big also is even. To the sidewall drawing of patterns resistance big thin wall box body or the cylinder product, after promotes seemingly not the scar.
The involution guidance organization function three guarantees moves decides the mold to be partial can the accurate involution, causes to process separately in moves the mold and decides on the mold to take shape the surface closed to form the shape and the size accurate cavity body after the mold, thus guaranteed models a shape, wall thickness and size accurate, this mold uses the guide pillar involution guidance organization. The guide pillar and the core installs together in moves a mold side, like this when gathers the mold may get up the protective function.
Believed this mold invests the market certainly to be able soon to bring the very good benefit service populace, the service society.
Critical word:plastic Model Male Ejector plate
ФкШнЃКЃЈ1ЃЉФЃЫмЙЄвеЙцГЬЕФБржЦ
ЃЈ2ЃЉШЗЖЈЗжаЭУц
ЃЈ3ЃЉННзЂЯЕЭГЕФШЗЖЈ
ЃЈ4ЃЉГЩаЭСуМўЕФНсЙЙЩшМЦ
ЃЈ5ЃЉГЩаЭСуМўЕФНсЙЙЩшМЦ
ЃЈ6ЃЉРфШДМгШШЯЕЭГЕФЩшМЦ
дЪМзЪСЯ:
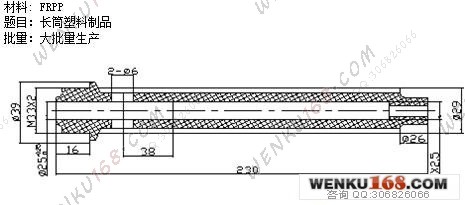
ЩшМЦЬтФПЃКГЄЭВзЂЫмФЃ
ВФСЯЃКFRPP
ЩњВњХњСПЃКДѓХњСПЩњВњ
ВщевЯрЙиЮФЯзКЭВЮПМЃЌВЃСЇЯЫЮЌдіЧПОлБћЯЉЕФГЩаЭЙЄвеВЮЪ§ПЩзїШчЯТбЁдёЃКЃЈЪдФЃЪБЃЌПЩИљОнЪЕМЪЧщПізїЪЪЕБЕїећЃЉ
зЂЫмЮТЖШЃКАќРЈСЯЭВЮТЖШКЭХчзьЮТЖШЁЃ
СЯЭВЮТЖШЃККѓЖЮЮТЖШбЁгУ165°C
жаЖЮЮТЖШбЁгУ250°C
ЧАЖЮЮТЖШбЁгУ185°C
ХчзьЮТЖШЃКбЁгУ185°C
ФЃОпЮТЖШЃК70°CЁЋ90°C
зЂЫмбЙСІЃК90ЁЋ130Mpa
зЂЫмЪБМфЃК0ЁЋ30s
БЃбЙЪБМфЃКбЁгУ15ЁЋ30s
РфШДЪБМфЃКбЁгУ15ЁЋ30 s
ГЩаЭжмЦкЃК40ЁЋ90 s
ВхЭМЧхЕЅ
ЭМ1 ЗжаЭУцЕФбЁдё……………………………………………………………………9
ЭМ2 аЭЧЛЕФХХСа ……………………………………………………………………10
ЭМ3 ЗжСїЕРЕФНсЙЙ …………………………………………………………………12
БэИёЧхЕЅ
Бэ1 ЫмМўЕФдВФСЯЗжЮі………………………………………………………………4
Бэ2 ABSЕФзЂЩфГЩаЭЕФЙЄвеВЮЪ§ …………………………………………………7
Бэ3 ЙЄзїГпДчЕФШЁжЕЙцЖЈ …………………………………………………………16
Бэ4 ГЩаЭСуМўЙЄзїГпДчЕФМЦЫу ……………………………………………………17
|