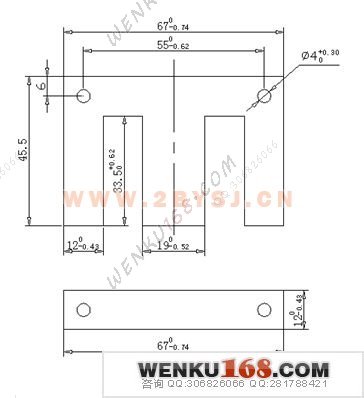
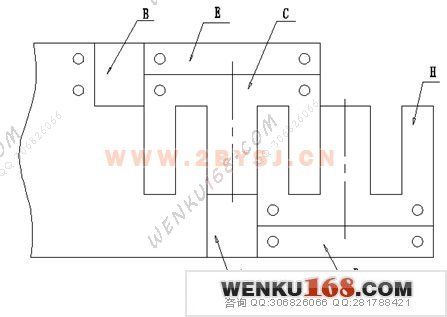
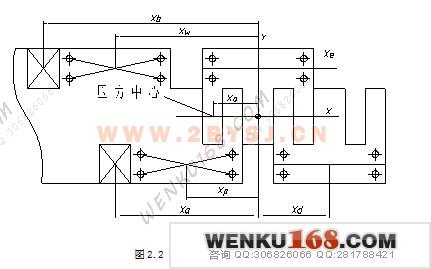
变压器铁芯片级进模设计(冲压工艺)(附答辩记录) 来源:wenku168.com 资料编号:WK1683366 资料等级:★★★★★ %E8%B5%84%E6%96%99%E7%BC%96%E5%8F%B7%EF%BC%9AWK1683366 我要下载该资源 资料介绍 摘 要模具技术集合了机械、电子、化学、光学、材料、计算机、精密监测和信息网络等诸多学科,是一个综合性多学科的系统工程。模具技术的发展趋势主要是模具产品向着更大型、更精密、更复杂及更经济的方向发展,模具产品的技术含量不断提高,模具制造周期不断缩短,模具生产朝着信息化、无图化、精细化、自动化的方向发展,模具企业向着技术集成化、设备精良化、产批品牌化、管理信息化、经营国际化的方向发展。对冲压生产而言,单工位模具结构单一,生产效率低,而且钣金零件不能过于复杂,否则就需要多副单工位模具才能实现。如果采用级进模进行冲压生产,就可以改变这些缺点。多工位级进模是在普通级进模的基础上发展起来的一种高精度、高效率、长寿命的模具,是技术密集型模具的重要代表,是冲模发展方向之一。这种模具除进行冲孔落料工作外,还可根据零件结构的特点和成形性质,完成压筋、冲窝、弯曲、拉深等成形工序,甚至还可以在模具中完成装配工序。冲压时,将带料或条料由模具入口端送进后,在严格控制步距精度的条件下,按照成形工艺安排的顺序,通过各工位的连续冲压,在最后工位经冲裁或切断后,便可冲制出符合产品要求的冲压件。为保证多工位级进模的正常工作,模具必须具有高精度的导向和准确的定距系统,配备有自动送料、自动出件、安全检测等装置级进模的特点是生产效率高,生产周期短,占用的操作人员少,非常适合大批量生产。级进模设计的要点之一就是毛坯排样,排样方案对材料的利用率、冲压加工的工艺性以及模具的结构和寿命等有着显著的影响。具统计,在冲压件的成本中,材料费所占比例在60%以上。因此,合理排样对提高材料利用率、降低产品成本有着重要意义。 关键词:排样,步距,级进模 设计要求:1.严格按照电子元件基座片零件图的尺寸要求进行设计,对精度要求较高部分尺寸进行精确设计计算;2.满足模具大批量生产的需要,既保证生产质量又要保证生产效率;3.取材要广泛,内容丰富,讲述详细,实用价值要高;4.图文条理清晰,表达直观准确; 目 录1 冲压件的工艺分析 11.1 工件形状分析 21.2工件的精度和断面粗糙度 21.3确定冲压工艺方案 22 排样设计及工艺参数的计算 42.1排样 42.2材料利用率的计算 52.3冲裁力的计算 72.4压力中心的确定 82.5工作零件刃口尺寸计算及结构设计 103 工作零件结构设计及固定 123.1凸模 123.2凸模长度的计算及强度校核 143.3整体式凹模的设计及强度校核 153.4定位零件的选用 173.5卸料装置 194 模架及组成零件 204.1模架的选择标准 204.2导向装置的选择 204.3连接与固定零件 21(毕业设计 ) 5 制造与装配 235.1模具的制造 235.2模具的装配 275.3调试 29总 结 31致 谢 32 参考文献[1] 许发樾.冲模设计应用实例. 北京.机械工业出版社,2003[2] 罗学科.模具识图与制图.北京.化学工业出版社,2003[3] 韩洪涛.机械制造技术.北京.化学工业出版社,2003[4] 张超英.冲压模具与制造.北京.化学工业出版社,2003[5] 王立刚.冲模设计手册.北京.机械工业出版社,2002 [6] 王芳.冷冲压模具设计指导.北京.机械工业出版社,1998[7] 李奇,江莹.模具构造与制造. 北京.清华大学出版社,2004[8] 徐政坤.冲压模具及设备.北京.机械工业出版社,2005[9] 成虹.冲压工艺与模具设计.北京.高等教育出版社,2006[10] 王秀凤.冷冲压模具设计与制造.北京.航空航天大学出版社,2005[11] 万本善.实用冲模结构图解与冲压新工艺详图及常用数据速查速用手.北京.科大电子出版社,2004[12] 郭书彬.最新冲压新工艺新技术与冲模设计图集及典型疑难实例应用手册.北京.机械工业出版社,2003